




WHY ALL SUMPS ARE NOT CREATED EQUAL
WHY ALL SUMPS ARE NOT CREATED EQUAL
By Ed Kammerer
A SIGNIFICANT IMPROVEMENT in increasing the integrity of retail-fueling below ground operations and the safety of drivers, site personnel and the environment came when the manufacturers of underground tank and dispenser sumps began to build their products from fiber-reinforced polymer (FRP) or more simply, fiberglass. For years, these critical secondary-containment devices had been constructed of polyethylene (PE), but FRP has many advantages over PE.
The most basic benefit is that fiberglass is compatible with most fuel formulations and additives, including alternative fuels made with ethanol (E15, E85, etc.) and biodiesel (B20, B100, etc.). Additional advantages of FRP sumps are that they are corrosion resistant; have higher structural strength, which allows them to better withstand underground loading, ground movement and hydrostatic pressure; are watertight when properly molded and installed; can be molded into many unique shapes and sizes; can be easily bonded together; can be repaired quickly in the field; and can last for 30 years or more.
While the creation of fiberglass sumps has been an improvement for the retail-fueling industry, fuel-site operators must take care to realize that not all fiberglass sump manufacturing methods are equal. Retailers must also avoid falling into the mindset of thinking that since the sump will be buried underground and rarely seen, that it doesn’t matter what they look like when they roll off the assembly line.
In other words, you get what you pay for when purchasing fiberglass sumps!
Assessing The FRP-Sump Universe
There are two main materials (polyester resin and glass) and four common FRP-manufacturing methods that are used to produce fiberglass sumps. They are:
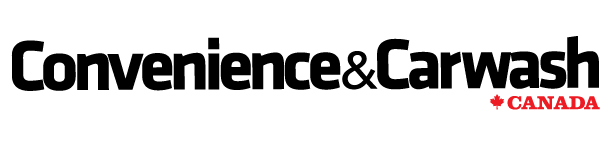
Hand Layup: Also known as wet layup, with this method the resin and glass are essentially hand-painted onto a single-sided mold with a roller before a thin layer of gel coat is applied to seal any holes in the fiberglass.
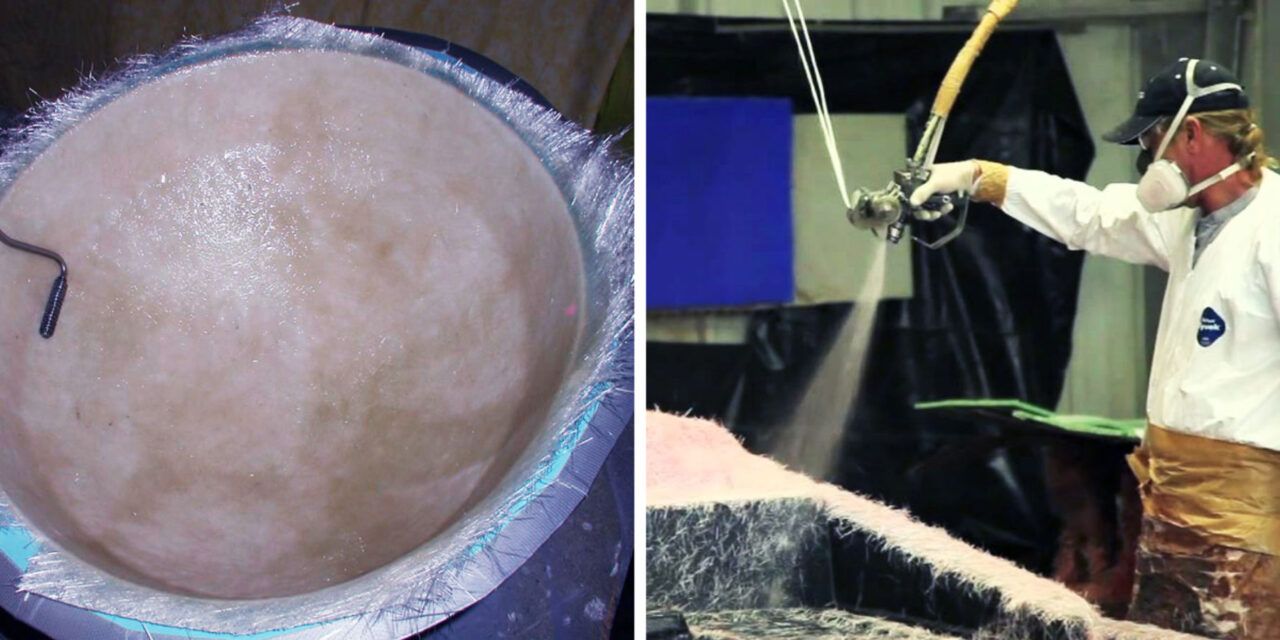
Chopper Gun Layup: This method is similar to hand layup, except that a spray gun is used to apply the mixture of resin and glass to a single-sided mold and then gel coat is typically applied to the finished product.
Filament Wound: A mold is placed on a steel mandrel that slowly rotates as a fine string of glass/resin filament is sprayed on the mold to create the sump.
Vacuum-Assisted Resin Transfer Molding (RTM): This is a carefully controlled manufacturing process in which a male and female sump mold are mated together sandwiching a glass mat and a vacuum is used to form an airtight seal between the two molds as the resin is pulled by vacuum into the space between the two molds. This provides a controlled and consistent ratio of resin and glass as well as consistent wall thicknesses in each sump that comes out of the mold.


As expected, the hand/wet layup and chopper gun layup construction methods are the least expensive, but – in line with the you get what you pay for mantra – they are of the lowest quality. This low quality is problematic when the sumps must be capable of reliably containing any fuel that may leak or spill during dispenser operation, submersible pumps leak within the tank sump or underground storage tank (UST) refills. Failure to contain any leaking fuel can lead to contamination of the soil and surrounding groundwater supply. These uncontained leaks or spills will also put the site out of compliance, which can result in heavy fines, along with cleanup and restitution costs, with the possibility that the site may be shut down permanently.
Specifically, the shortcomings of the hand/wet and chopper gun layup manufacturing processes are numerous and significant. The first is that cheap molds (also known as tools) are used to construct the sump. These molds will wear out quickly and can lead to part deformity or inconsistency during the construction process. Also, each molded part is reliant on the molder repeating the resin and glass application process exactly. The molder must also be sure that the fiberglass is completely wetted out and in order to ensure this, the molder may paint too much resin on the mold, resulting in very little consistency in wall thickness. This can also lead to areas of the sump wall that are resin rich (too much resin and not enough glass) which can make that area of the sump wall brittle. It can also lead to areas of the sump wall with not enough resin and too much glass causing that section to wick or leak any water or fuel that comes in contact with that area.
Another drawback is that the molded part will be rough on one side, making it difficult to work with in the field. The rough surfaces make it challenging for entry fittings to properly seal causing a potential leak point. The parts may also have to be gel-coated to achieve the required level of watertightness, with the gel-coat layer often applied inconsistently and prone to being scratched off or damaged during transport or installation. Finally, these open molding processes release polyester resins, paint vapors and solvents into the air, which may cause air-quality issues and expose molders to hazardous vapors that are above approved regulatory levels.
The Case For RTM-Manufactured Sumps
On the other hand, the vacuum-assisted RTM manufacturing process eliminates all of the concerns associated with the hand/wet and chopper gun layup processes while delivering a long list of benefits:
The tooling is made of high-end metal or epoxy-based composites with metal inserts to ensure consistency and shape
Each sump is molded according to a precise, predetermined and controlled process that is done under vacuum, resulting in consistent wall thicknesses and high-quality construction
The vacuum source completely pulls the polyester resin through the fiberglass, a capability that guarantees a fully wetted out, solidly built and with lower permeability
The use of male and female molds ensures that both sides of the sump will have a smooth and visually appealing finish
No gel coat is needed to achieve watertightness
The closed molding process releases no polyester resins, paint vapors or solvents into the air, meaning that air quality is not affected and falls within regulatory standards
Additionally, all future generations of FRP sumps must meet the United States’ new UL-2447 standard that governs the use of containment sumps, fittings and accessories with motor fuels. The new UL-2447 standard dictates that retention valves be able to retain 70 per cent of Type A and B, as opposed to the old standard demanding retention of 50 per cent of Type A and 30 per cent of Type B fuels; that the sumps undergo a stress test for short-term compatibility with ultraviolet light; and that the sumps undergo abuse, assembly and installation tests at both high and low temperatures.
Canada’s ULc safety standards do not currently require that sumps meet the UL-2447 standard, but past history indicates that at some point the new U.S. standard will eventually be adopted in Canada. That being said, having UL-2447-listed sumps in place if or when Canada makes UL-2447 standard law, will put the retailer ahead of the game.
Conclusion
Though the switch from PE to FRP tank and dispenser sumps has been an undeniable benefit for the fuel-site operator’s peace of mind when it comes to fuel containment and public and environmental safety, those benefits can be lost when sumps are used that have been manufactured with substandard construction methods. An FRP sump manufactured using the hand/wet layup or chopper spray gun process may have half the cost of an RTM sump, but it also will likely have one-third the quality. So, before you hide that critical piece of equipment in the ground, make sure it is listed to the new UL-2447 standard and possesses the capability to reliably perform its job for many, many years.
Ed Kammerer is the director of Global Product Management for OPW, based in Cincinnati, OH, USA. He can be reached at ed.kammerer@opwglobal.com. For more information on OPW, go to opwglobal.com























{kind=link}